一页了解 覆盖范围
- 闪光对焊 / 电阻对焊:轮辋、环件、型材及类似零件。
- 点焊 / 缝焊:板材与装配任务(当稳定性与可维护性决定质量)。
- 控制系统升级改造:存量焊接产线(含其他品牌)。
- 工程支持:定义输入、验收标准与追溯信号。
我们坚持“命名开放、交付具体”:用约束说话,不用营销话术。
项目常见“失败点”(以及我们怎么补)
- “能焊一次”但不可重复:从未定义工艺窗口。
- 结果漂移:材料批次、对中、夹紧、冷却、供电波动叠加。
- 没有证据:缺日志/波形,排障只能靠猜。
- 验收含糊:没有清晰标准,量产争论反复发生。
我们的底线:可测输入 → 稳定输出 → 可追责验证。

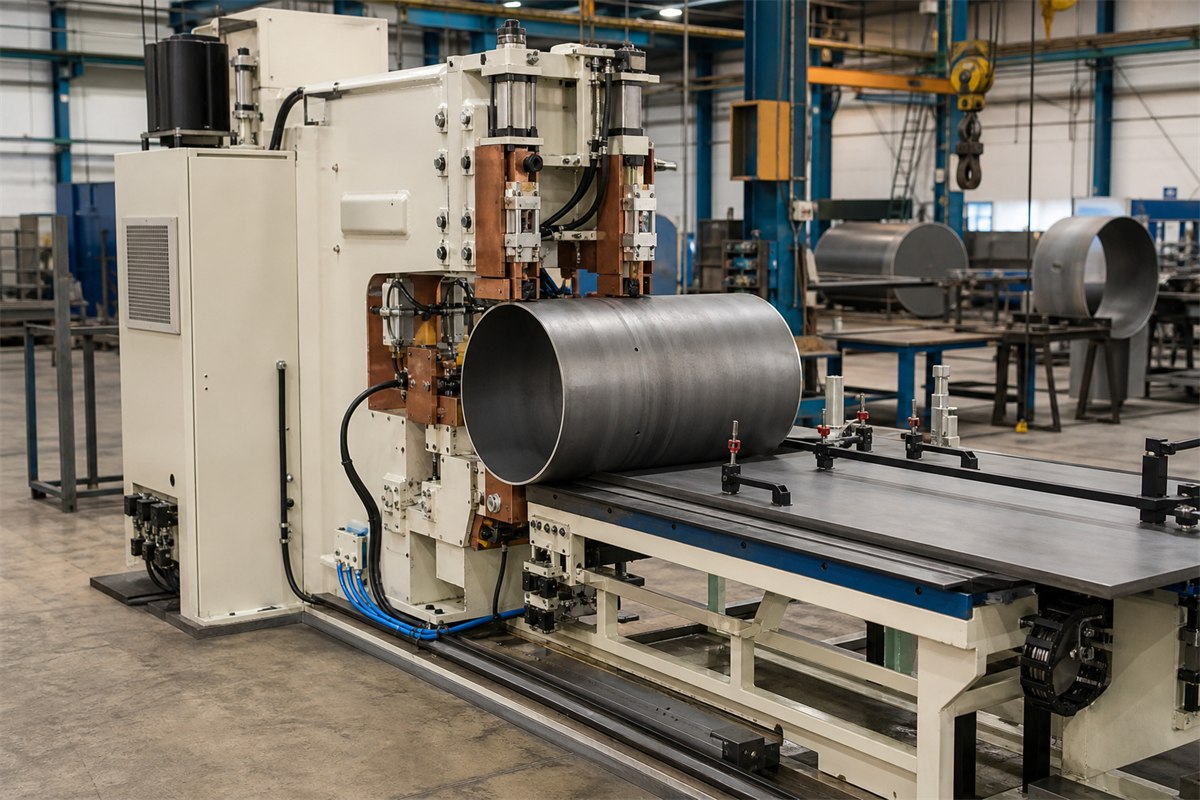
轮辋与环类零件
闪光对焊在节拍与真实产线约束下的稳定量产。
- 批次波动与长周期一致性。
- 夹紧 / 对中 / 位移-力协同。
- 验收标准 + 追溯信号。
闪光对焊
稳定性
可追溯
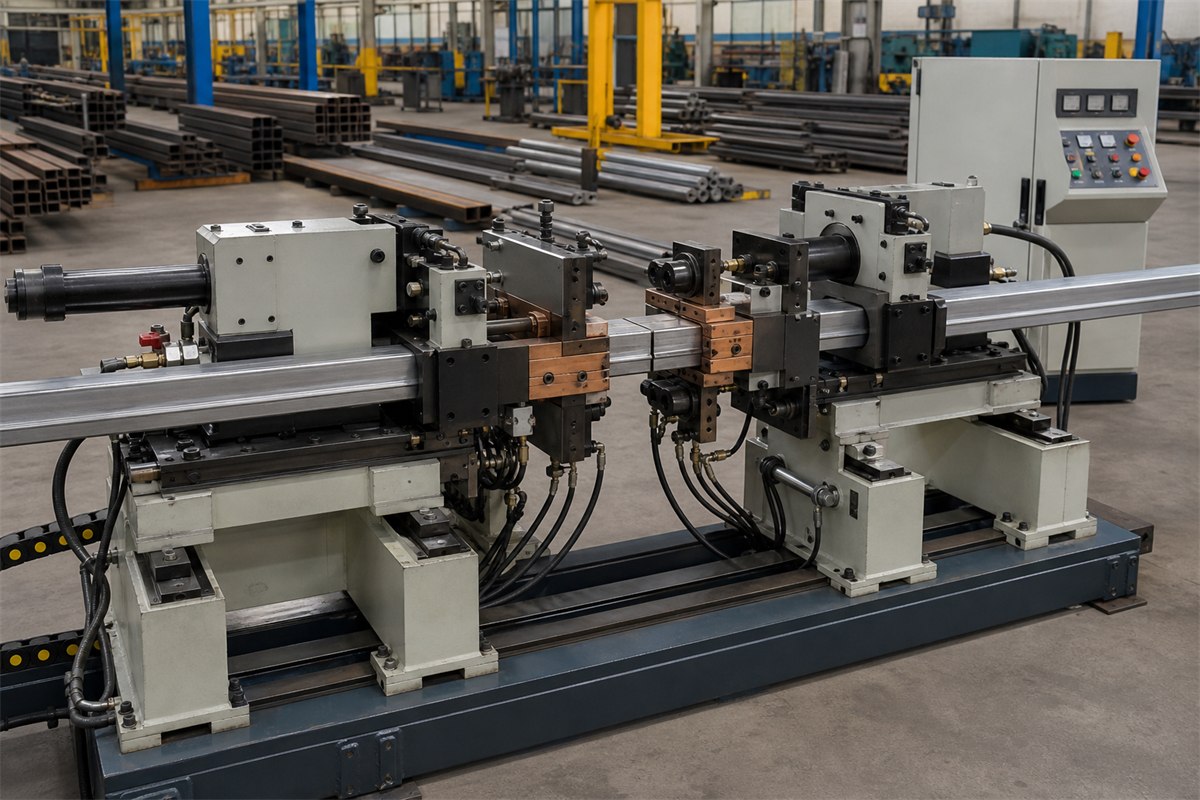
型材 / 棒材 / 结构件
非圆几何的对接焊——关注可预测,而不是峰值参数。
- 几何主导的热分布与装配贴合。
- 夹具刚性与重复定位。
- 工艺窗口定义与验证。
对接焊
夹具
验证
板材 / 筒体 / 装配
点焊与缝焊——节拍、冷却与维护性决定质量。
- 热输入控制与电极/滚轮寿命。
- 跨班组与跨操作员的一致性。
- 与量产现实匹配的质检方式。
点焊
缝焊
可维护
我们怎么推进一个应用
步骤 1 — 定目标与约束
零件 + 材料 + 接头几何 + 目标节拍 + 验收标准。
步骤 2 — 检查工艺窗口
夹紧、对中、电流/电压能力、位移/力、冷却与焊后行为。
步骤 3 — 选路线
新设备 / 控制升级 / 混合方案——基于证据与约束。
步骤 4 — 锁验证与追溯
记录什么、怎么判定、怎么复现问题。
如果能提供照片/日志/波形,我们会更快、更少试错成本。
你将得到什么 交付物
- 数据清单:按零件族与失效模式给出需要的信息。
- 可行路线:设备 / 升级 / 混合路径与取舍。
- 验收定义:量产里“好”的标准是什么。
- 追溯信号:记录哪些关键数据避免争论复发。
- 支持计划:远程优先,必要时现场支持。
目标:缩短决策周期,减少返工循环。