Applications That Survive Real Production
We design machines and control upgrades around your process window — not around a perfect lab condition. The goal is stable output under real operating constraints: grid fluctuation, material variation and long-term drift.
Below are typical part families and scenarios we work with. If your part is not listed, that is normal — tell us the constraints and we will map the route.
We reply with: feasible path · key risks · required info · next step.

At a glance What we cover
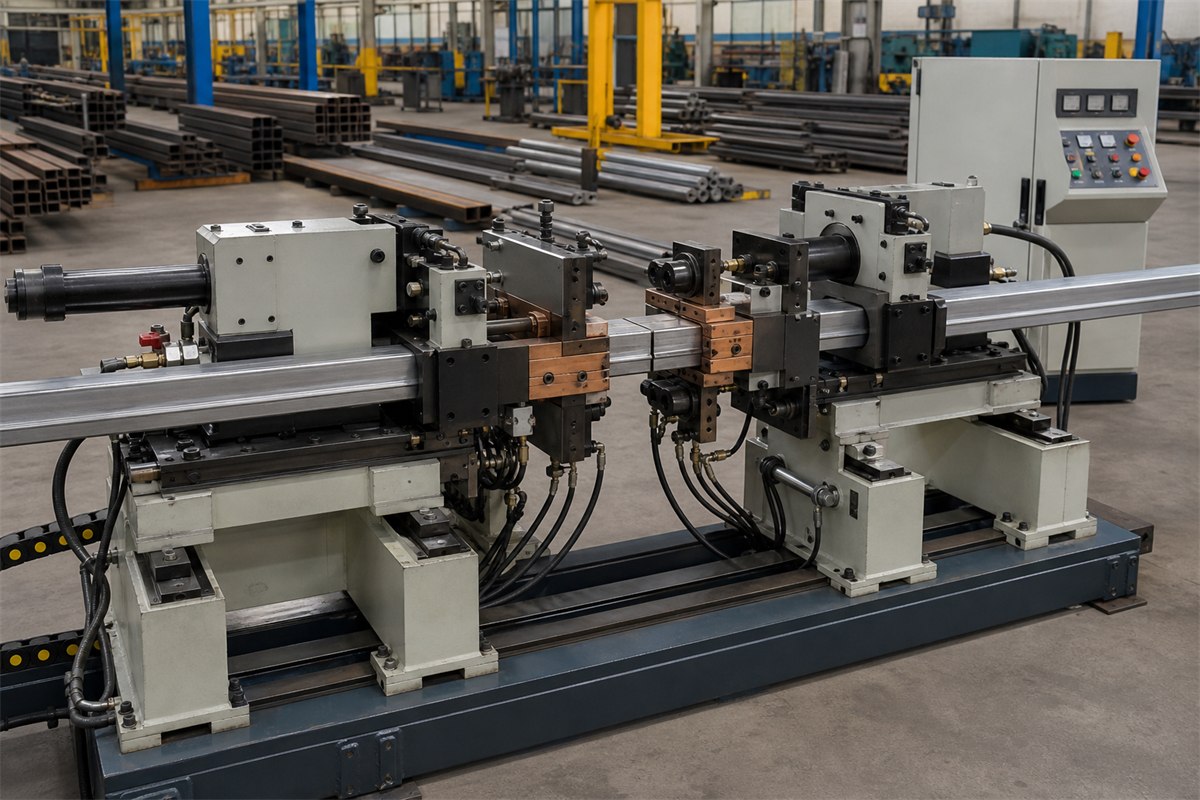
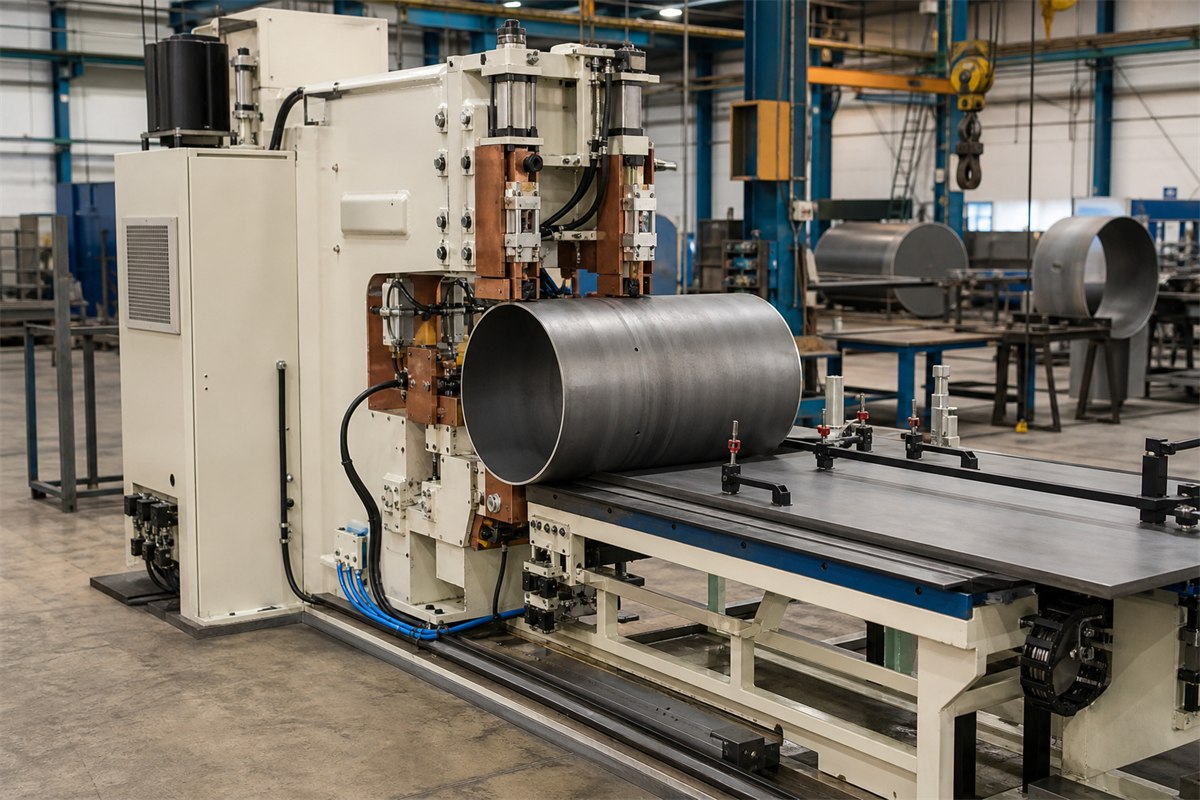
- Flash butt & resistance butt welding for rims, rings, profiles and similar parts.
- Spot & seam welding for sheet / assemblies when process stability matters.
- Control system upgrades for existing welding lines — including other brands.
- Engineering support: define inputs, acceptance criteria and traceability signals.
We prefer open naming and specific delivery: talk in constraints, not in marketing terms.
Where projects usually fail (and what we fix)
- “Works once” but cannot repeat: the process window was never defined.
- Result drift: material batches, alignment, clamping, cooling and grid fluctuations.
- No evidence: missing logs/waveforms, so troubleshooting is guesswork.
- Acceptance ambiguity: no clear criteria, so production disputes repeat.
Our baseline: measurable inputs → stable outputs → accountable verification.
- Batch variation and long-run consistency.
- Clamping / alignment / displacement-force coordination.
- Acceptance criteria + traceability signals.
- Geometry-driven heat distribution and fit-up.
- Fixture rigidity and repeatable positioning.
- Process window definition and verification.
- Heat input control and electrode/roller life.
- Consistency across operators and shifts.
- Quality checks that match production reality.
How we handle an application
Part + material + joint geometry + takt time + acceptance criteria.
Clamping, alignment, current/voltage capability, displacement/force, cooling, post-weld behavior.
New machine / control upgrade / hybrid path — based on evidence and constraints.
What to record, how to judge, and how to reproduce issues.
If you can share photos/logs/waveforms, we move faster and with less trial cost.
What you receive Specific deliverables
- Data checklist for your part family and failure modes.
- Proposed solution route (machine / upgrade / hybrid) with tradeoffs.
- Acceptance definition: what “good” means in production.
- Traceability signals: what to log to prevent repeating disputes.
- Support plan: remote first, on-site when necessary.
We aim to shorten your decision cycle and reduce rework loops.